
皆さんこんにちは~。HYです。
弊社営業部長が定期的に開催しているお取引先様向けの講習会にまたまた同行しましたのでレポートを書いていきたいと思います!


講習会の内容は大きくまとめると
①図面の寸法指示方法
②曲げの展開 またはそれに伴う伸び
の二つについてとなります。
図面には様々な寸法補助記号がありますが、2010年以降に表示方法が変更された記号があります。
穴・ざぐりなどの記号は2010年以降に以下のように表示が変更されております。
JIS B 0001 (2010) 旧指示例 穴の深さ ざぐり穴および深ざぐり穴 円形形状に指示する皿穴
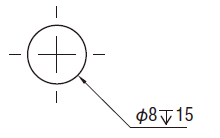
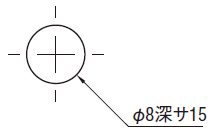
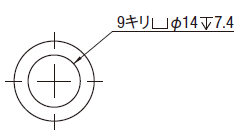
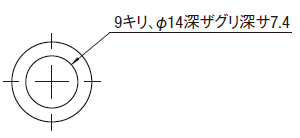

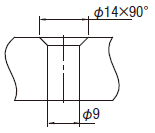
これからの補助記号はJISの規格に則り記載していかなければなりませんね!
補助記号だけでなく「寸法記入法」も図面を読み解くうえで必要な要素となります。
寸法記入法は何種類もありますが、有名な記入法は
・直列寸法記入法
・並列寸法記入法
・累進寸法記入法
の三つとなります。
出展 寸法の配置の基本
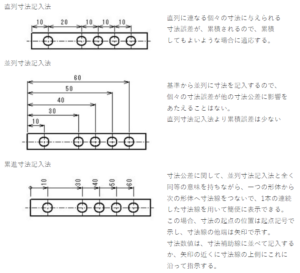
業務でこの書き方を見たことがある方も多いのではないでしょうか。営業部長曰く穴径が違う場合は加工者にとっては並列寸法記入法がわかりやすいらしいです。
JIS規格のように記入法は統一されていないので設計者によって統一されていない事もあります。設計時には出来るだけ記入法を統一した方がいいと今回指導を受けました。
しかし今回部長が上三つの寸法以上に力説していたのは”参考寸法”です。参考寸法とはその名の通り”参考程度”の寸法です。図面内で()内に書かれている寸法を一度は見たことがあると思います。()内の寸法は公差や加工精度などは保証しなくてかまいません。
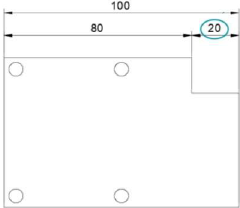
参考図1
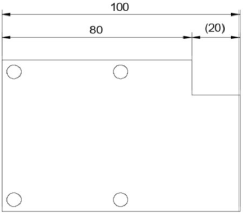
参考図2
参考図1には参考寸法が記入されていません。そのため記入されている寸法全てを公差内で加工しなければなりません。しかし一般公差m級(中級)の場合は20mm(±0.2mm)と80,100mm(±0.3mm)では公差の規定が違います。そのため例えば20を公差内で出したいとなると20±0.2mmに収めないとなりませんが公差を考えると
(100±0.3mm) – (80±0.3mm) = 19.4mm or 20.6mm
となり20mmの公差外となってしまいます。これでは加工者側でどの寸法が必要なのかわかりかねます。そこで参考図2のようにそこまで加工精度の必要でない寸法は参考寸法として図面に記載することでどの寸法が必要なのか明確に伝わります。
次は曲げ加工展開時の伸びしろについてです。
板金は曲げる際、「伸びる」現象が発生しています。曲げ加工ではその「伸びしろ」を意識して加工しなければなりません。一般的には曲げ加工前に展開図を書き伸びしろを考慮します。
例えば下図のような製品があったとします。材質はSPHCでt2.0でR0.6です。
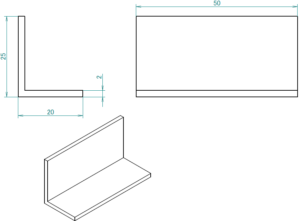
外寸のみで考えるとサイズ45×50の平板を利用することになります。
しかし伸びしろを考慮出来ていた場合はより小さいサイズを利用することが出来ます。
営業部長曰く
“R0.6以下の場合は板厚のおよそ1/5伸びしろが生まれる”
と指導を受けましたので今回のケースではt2.0の1/5、つまり0.4mmを伸びしろとして考慮することになります。
伸びしろ分は内寸(18mm, 23mm)に足し算します。つまり今回の製品では
18.4 + 23.4 = 41.8
41.8 ×50 のサイズがあれば加工できるということになります。伸びしろを考慮することで45→41.8となり3.2もサイズを小さくすることが出来ましたね。
製品を一つ作るだけならばたかが3.2かもしれません。しかし数十個、数百個作るとすればどうでしょうか?塵も積もれば山となります。伸びしろを意識するということはコストダウンを意識することに繋がります。
以上講習会のまとめでした~。今後も講習会のレポートをお楽しみに~!
またまた真面目にまとめるHYでした~。ではまた~。
