
皆さんこんにちは~。HYです。
弊社営業部長が定期的に開催しているお取引先様向けの講習会にまたまた同行しましたのでレポートを書いていきたいと思います!

今回はバーリングについてです。
そもそもバーリングとは何かご存知でしょうか。
バーリングとは金属板に穴を開けて、その後周囲に立ち上げをつける加工法の事を指します。立ち上げをつけることにより板厚を厚くすることが出来ます。フランジ加工とも呼ばれます。
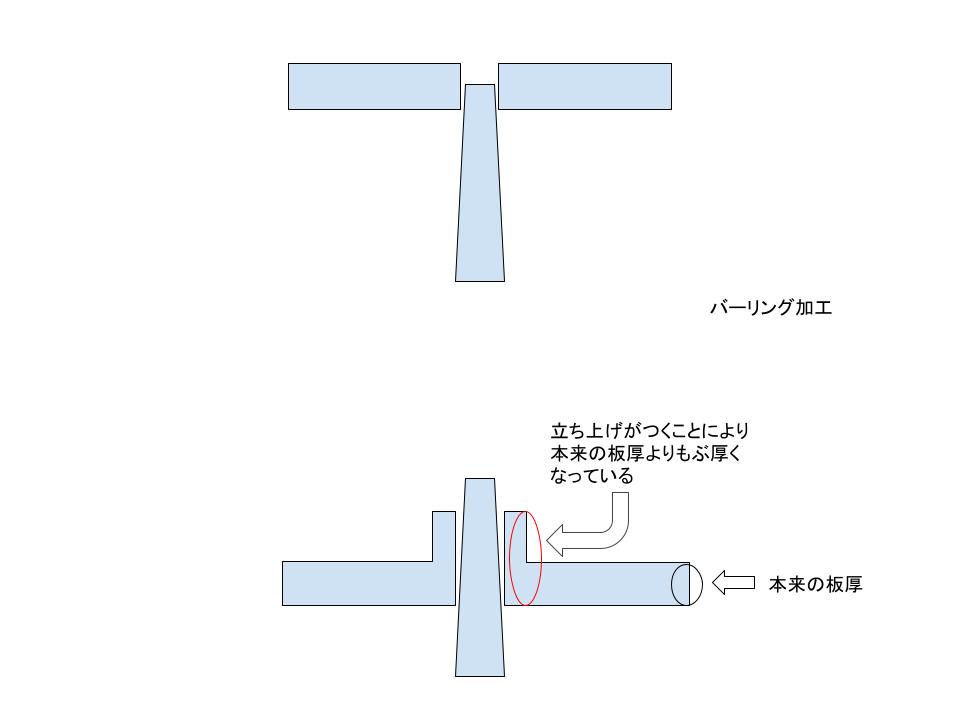
薄い金属板にネジを切りたい時に板厚が足りないとネジ山を確保することが出来ません。しかしバーリング加工を行い、立ち上げをつけることによりネジ山を確保することが出来ます。
タップ加工(ねじ山を作る加工)をする際には一般的にはM3~M5のタップを利用します。
今回はM3のタップを板厚1.2mmの板金に開ける事を想定してみましょう。
加工の順番は下穴加工→タップ処理ですね。
M3のタップ穴をあけるには下穴がφ2.5必要です。下穴がどれくらい必要かはMの横に続く数字からピッチを引けばおおよそ大丈夫です。今回は3 – 0.5(ピッチ) = 2.5 ですね。タップ穴を開けるのであればねじ山が2つ半以上は必要になってきます。しかしピッチが0.5なので板厚が1.2mmではねじ山は二つしか作れません。そこでバーリング加工を行い板厚を厚くすることによりねじ山の確保が二つ半以上可能になります。
なので最終的な加工の順番は下穴加工→バーリング加工→タップ処理となります。
ちなみに弊社ではバーリング用のアタッチメントを独自に作成しており、より丁寧かつ迅速に加工を心掛けております。
薄板のねじ山を確保する方法は他にもナット溶接があります。ただナット溶接よりもバーリングの方が工数が少ない分加工速度は早くなります。ネジの大きさによってはバーリングよりもナット溶接の方が向いているケースもあるので注意は必要です。
注意する点は他にもあります。曲げ線がある箇所から近い場合、下穴は変形しやすいです。そのためバーリング加工も上手くいきません。こういった場合に取れる方法は
- 曲げ加工を行ってからのバーリング加工
- 先にバーリング加工をしていても問題なく曲げられる金型を作る
等が挙げられます。弊社では2がもっぱら主流です。工数削減にも繋がっております。
以上講習会のまとめでした~。今後も講習会のレポートをお楽しみに~!
またまた真面目にまとめるHYでした~。ではまた~。
