
皆さんこんにちは~。HYです。
弊社営業部長が定期的に開催しているお取引先様向けの講習会にまたまた同行しましたのでレポートを書いていきたいと思います!

まずはこの表をご覧ください。
| SS400 SPCC SPHC | SUS | A5052 |
| 1.0 | 1.0 | 1.0 |
| 1.2 | 1.2 | 1.2 |
| 1.6 | 1.5 | 1.5 |
| 2.0 | 2.0 | 2.0 |
| 2.3 | 2.5 | 2.5 |
| 3.2 | 3.0 | 3.0 |
| 4.5 | 4.0 | 4.0 |
| 6.0 | 5.0 | 5.0 |
| 9.0 | 6.0 | 6.0 |
| 12.0 | 8.0 | 8.0 |
| 16.0 | 9.0 | 9.0 |
| 19.0 | 10.0 | 10.0 |
| etc… | etc… | etc… |
表に書かれているのは各金属の”標準板厚”です。市場で流通している板金材料は基本的に標準板厚なのでこの表に書かれている板厚の板金は入手しやすいです。
お気づきかと思いますがSUS系列とA5052は流通している板厚がほぼ同じとなっています。この表と営業部長、教師になるの巻 6月編にて登場した”定尺”を組み合わせて覚えることが出来れば板金材料のお取り寄せがぐっと楽になることでしょう。
次はノギスの使い方です。
今回の講習で使ったノギスはデジタルノギスではなく、目盛りで測るタイプの昔ながらのノギスです。ノギスと共に測定用に様々な厚みの板金材料が用意されてあり、実際に測って使い方を身につけていくことになりました。



ノギスの使い方は文章のみでは解りづらい為、手順を写真付きで説明したいと思います。
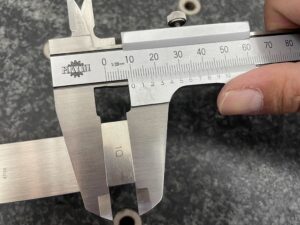
上記写真の様に外寸を測りたい場合ではノギスの外側用測定面で測定したい製品を挟みます。
刃が止まったところで大きい方の目盛り(以後本尺)と小さいほうの目盛り(以後バーニヤ目盛り)を確認します。本尺は1mm刻み、バーニヤ目盛りは0.05mm刻みです。本尺はバーニヤ目盛りの0の位置と一致しているor下の位置にある中で一番近い目盛りで測ります。今回はバーニヤ目盛りが0の位置で一致している10が本尺の値となります。
次は本尺とバーニヤ目盛りが一致している箇所を探します。その数値がバーニヤ目盛りの値になります。今回は0の位置でバーニヤ目盛りが一致しているので0が値ですね。
一致後は本尺とバーニヤ目盛りの値を足します。それが測定値となります。
つまりこの物体の外寸は10 + 0 10mmとなります。

こちらの写真も同様の手順で測ることが出来ます。本尺は0より下の位置にある中で一番近い13が値となります。バーニヤ目盛りは4の位置が本尺の目盛りと一致しているので4が値となります。
つまりこの物体の外寸は13 + 0.4 13.4mmとなります。

内寸を測る際は内側測定面を写真の様に使って測定します。ちなみに測定した結果この物体の内寸は100mmです。
営業部長曰くノギスは定規と分度器と併用して使いなさいとのことでした。特に分度器は鋭角曲げなどの際に役立ちます。
今回実際にノギスを使って板金材料を測定してみましたが記載通りの標準板厚と同じ板厚はなく、どれも標準板厚よりも薄めの測定値が出ました。これはJIS(日本産業規格)が販売される板金材料の板厚は厚みに対して±一割の誤差は合格品であると決定している為です。そういった背景も理解しておくと業務がスムーズに進むかもしれませんね…!
以上講習会のまとめでした~。今後も講習会のレポートをお楽しみに~!
またまた真面目にまとめるHYでした~。ではまた~。
